

聯系人:孫總
手 機:13382522208
電 話:0512-36852661
傳 真:0512-36852663
網 址:www.ynlqddc.cn
郵 箱:ks_riye@163.com
地 址:蘇州市昆山市周市鎮陸楊金茂路886號
加工誤差
數控加工誤差△數加是由編程誤差△編、機床誤差△機、定位誤差△定、對刀誤差△刀等誤差綜合形成。
即:△數加=f(△編+△機+△定+△刀)
其中:

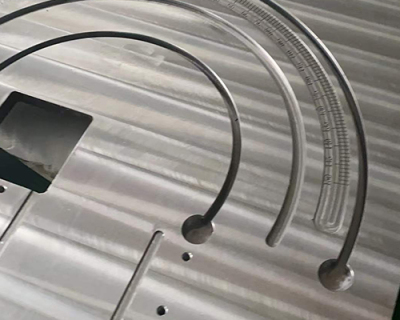
1、編程誤差△編由逼近誤差δ、圓整誤差組成。逼近誤差δ是在用直線段或圓弧段去逼近非圓曲線的過程中產生,如圖1.43所示。圓整誤差是在數據處理時,將坐標值四舍五入圓整成整數脈沖當量值而產生的誤差。脈沖當量是指每個單位脈沖對應坐標軸的位移量。普通精度級的數控機床,一般脈沖當量值為0.01mm;較精密數控機床的脈沖當量值為0.005mm或0.001mm等。
2、機床誤差△機由數控系統誤差、進給系統誤差等原因產生。
3、定位誤差△定是當工件在夾具上定位、夾具在機床上定位時產生的。
4、對刀誤差△刀是在確定刀具與工件的相對位置時產生。






 手機:133-8252-2208
手機:133-8252-2208 電話:0512-36852661
電話:0512-36852661 網址:www.ynlqddc.cn
網址:www.ynlqddc.cn 郵箱:ks_riye@163.com
郵箱:ks_riye@163.com 地址:蘇州市昆山市周市鎮陸楊金茂路886號
地址:蘇州市昆山市周市鎮陸楊金茂路886號